Czas żelowania żywicy barierowej i jego wpływ na jakość powierzchni wyrobu.
Czas żelowania żywicy barierowej i jego wpływ na jakość powierzchni wyrobu.
Przy laminowanie warstwy barierowej bardzo ważną rzeczą jest odpowiednie dotwardzenie warstwy laminatu. Moim zdaniem zawartość nadtlenku (Curox M302) nie może być zbyt mała. Powinna wynosić w zależności od rodzaju żywicy nie mniej niż 1,5% przy Atlacu E-Nova MA 6325, 2-2,5% przy Atlacu 580ACT.
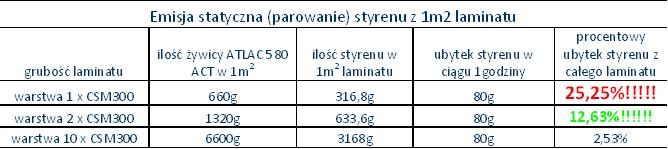
Często powtarza się problem z „wyrabianiem” żywicy z dużego opakowania - należy ją przygotowywać w mniejszych porcjach i laminować na mniejszych fragmentach elementu. Przyjmuje się, że w ciągu godziny z 1m2 laminatu uwalnia się 80g styrenu.
Parowanie styrenu odbywa się tylko z zewnętrznej warstwy laminatu – bo tylko ona ma kontakt z powietrzem. Grubość laminatu nie ma znaczenia dla emisji z jego powierzchni – tyle samo styrenu „uwolni” się w tej samej jednostce czasu z 1m2 laminatu o grubości 15mm co z warstwy o grubości 0,5mm.
 Doskonała ochrona przed osmozą oraz najwyższa jakość powierzchni są głównymi wymaganiami producentów łodzi. Oba aspekty są uwzględniane w pojedynczym, szybkim w użyciu produkcie firmy DSM Comosite Resins. Atlac E-coat 65 jest innowacyjną powłoką barierową, opartą na żywicy winyloestrowej o niskiej zawartości styrenu.
Doskonała ochrona przed osmozą oraz najwyższa jakość powierzchni są głównymi wymaganiami producentów łodzi. Oba aspekty są uwzględniane w pojedynczym, szybkim w użyciu produkcie firmy DSM Comosite Resins. Atlac E-coat 65 jest innowacyjną powłoką barierową, opartą na żywicy winyloestrowej o niskiej zawartości styrenu.