Stocznia Nautiner Yachts z Giżycka zdobyła złoty medal targów Boatshow 2006 w kategorii "Jachty Żaaglowe". Nagrodzonym produktem jest oczywiście Nautiner 30. Najwyższą jakość laminatów oraz nowoczesnaą technologię produkcji Nautinera 30 zapewnia Baltazar Kompozyty.
Jako dystrybutor profesjonalnych akcesoriów do infuzji firmy PRO-VAC pragniemy przybliżyć Państwu jeden z głównych produktów jakim jest folia do zastosowań w technikach próżniowych.
Marka PRO-VAC powstała w 2011 roku bazując na bogatym, 20 letnim doświadczeniu w branży kompozytów. Dogłębna znajomość materiałów przeznaczonych do technik próżniowych pozwoliła stworzyć ofertę produktów idealnie dopasowaną do potrzeb dzisiejszego rynku kompozytów.
Filozofia, jaka przyświecała tworzeniu portoflio produktowego była następujaca: zaoferować rynkowi ograniczoną, a co za tym idzie prostą w wyborze, ofertę materiałów jednocześnie spełniającą wszystkie wymogi stawiane w procesie produkcyjnym – od niskotemperaturowego procesu infuzji lub worka prózniowego po wysokotemperaturowe procesy przy użyciu autoklawu.
Gama folii do infuzji PRO-VAC została opracowana oraz wytypowana w taki sposób, aby zagwarantować najwyższą jakość produktu jednocześnie dając możliwość jej zastosowania w procesach od niskich do wysokich temperatur.
Nasze folie znajdują zastosowanie w produkcji od małych elementów (np. dla branży automotive) do największych elementów, czyli infuzji łopat i gondol elektrowni wiatrowych oraz jachtów.
Wielowarstwowe folie PRO-VAC zostały zaprojektowane z różnych typów poliamidów (PA) i poliolefin (PO) dla zapewnienia najwyższej jakości i wydajności w swojej klasie.
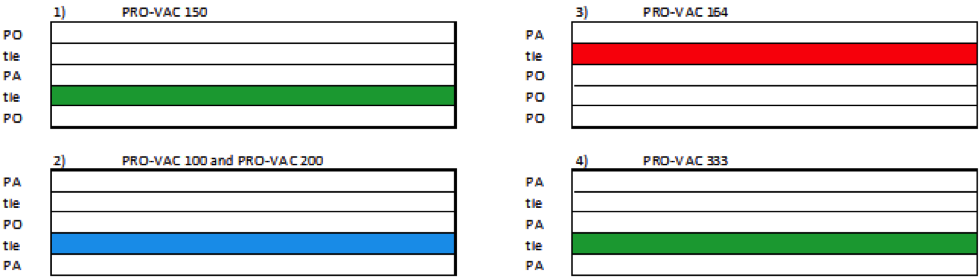
Poniższy diagram pokazuje różne konstrukcje ko-ekstrudowanych folii PRO-VAC.
PO – warstwa poliamidu PA- warstwa poliolefiny tie – warstwa łącząca poszczególne polimery
Główną zaletą folii ko-ekstrudowanych jest to, że w łatwy sposób można wyprodukować film o pożądanych właściwościach.
Przykład
PRO-VAC 150 (diagram 1)
warstwa PA znajduje się środku struktury filmu dzięki czemu nie jest narażona na działanie wilgoci, analogicznie PRO-VAC 100 (2) gdzie PA znajduje się po obydwu stronach będzie bardziej podatny na zmiany wilgotności otoczenia
w związku z powyższym tego rodzaju folia (1) może być stosowana na całym świecie, bez względu na panujący w danym rejonie klimat, bez ryzyka zmiany parametrów i właściwości
zastosowanie tylko jednej warstwy PA skutkuje tym, że jest to produkt o najmniejszym wydłużeniu i odporności temperaturowej spośród folii PRO-VAC, lecz jednocześnie jest to najlepszy wybór pod względem ekonomicznym
folia produkowana jest najczęściej w grubości 75-80 mikronów dla zwiększenia wytrzymałości
przewagą tego typu filmu nad pozostałymi jest możliwość produkcji dużych szerokości, obecnie folia dostępna jest w szerokości nawet 16 metrów, lecz w przyszłości możliwa będzie szerokość aż 20 metrów.
ze względnu na zwiększoną grubość jest to mocna folia i w wielu wypadkach normalną praktyką jest to, iż pracownicy chodzą po folii przy wykonywania infuzji bardzo dużych elementów
Poniżej znajdą Państwo krótką charakterystykę podstawowych folii, które znajdują zastosowanie w większości aplikacji.
PRO-VAC 150 -zielona folia do infuzji, temperatura stosowania do 120°C, ko-ekstrudowania PO/PA/PO
dostępne szerokości 4 do 16 metrów
do zastosowania z żywicami poliestrowymi oraz epoksydowymi
świetna do wykonywania dużych elementów
ze względu na strukturę wykonania mniej wrażliwa na zmiany wilgotności powietrza
PRO-VAC 100 – niebieska folia do infuzji o średniej odporności temperaturowej ( 177°C), ko-ekstrudowana PA/PO/PA
dostępne szerokości 4 do 16 metrów
do zastosowania z żywicami epoksydowymi i wygrzewania, może być stosowana również z poliestrami
PRO-VAC 200 – pomarańczowa folia o średniej odporności temperaturowej ( 170°C), stabilizowana termicznie, wielowarstwowy film PA
dostępne szerokości 0,2 do 2,3 metra w postaci rękawa
do zastosowań w autoklawie, może być również użyta do infuzji
świetna do małych elementów i do procesów laminowania szkła
PRO-VAC 333 – zielona folia o wysokiej odporności temperaturowej ( 200°C), stabilizowana termicznie, składająca się wyłącznie z warstw PA.
dostępne szerokości 0,1 do 2,3 metra w postaci rękawa
do zastosowań w komorze grzewczej oraz wysokociśnieniowym autoklawie
odpowiednia do użycia z pre-pregami
wrażliwa na zmiany wilgotności
Tak przedstawia się oferta folii do procesów ciśnieniowych, jeśli posiadają Państwo specjalne wymagania, których nie spełniają powyżej zaprezentowane produkty prosimy o kontakt a my postaramy się dobrać właściwy produkt.
Forma powinna mieć szerokie kołnierze (podobnie jak do infuzji, 150-200mm szerokości) aby umożliwić swobodne przyklejenie folii. Pokazane poniżej zdjęcia pochodzą z wdrożenia technologii u jednego z naszych klientów, element jest częścią maski samochodu Porsche Cayenne.
Podczas laminowania ręcznego nawet z największą starannością nie unikniemy gromadzenia się powietrza procesowego uwięzionego pomiędzy warstwami laminatu i w samym laminacie. Oczywiście doświadczenie podpowiada, że lepszy efekt uzyskamy usuwając powietrze przed utwardzeniem się żywicy. Proces polegający na usunięciu pęcherzy powietrza z laminatu nazywamy odpowietrzeniem. Element musi być oczywiście odpowietrzany także podczas utwardzania się żywicy.
W standardowej technologii laminowania ręcznego proces odpowietrzania prowadzi do zrównoważenia naprężeń wewnętrznych włókien zbrojenia lepkością żywicy i ciężarem laminatu. Wylaminowany element sam musi się „utrzymać” w stanie równowagi aż do całkowitego utwardzenia. Takie laminowanie bardzo często prowadzi do „przelewania” elementu żywicą i nie jest możliwe przy takiej technologii utrzymanie wysokiego wskaźnika procentowej zawartości zbrojenia.
Używanie podciśnienia, które jest w swojej idei zabiegiem bardzo prostym, daje nam możliwość wytworzenia docisku, który to równoważy naprężenia włókien zbrojenia i powoduje ściślejsze przyleganie warstw laminatu do siebie i formy, oraz pozbycie się powietrza z laminatu.
Użycie podciśnienia, podczas, gdy żywica jest jeszcze niskolepka i nie żeluje daje kolejną korzyść: umożliwia odebranie nadmiarów nieusieciowanej żywicy (która znajduje się pomiędzy warstwami zbrojenia i może zwiększać szanse na rozwarstwienie gotowego laminatu). Pozbycie się nadmiarów żywicy prowadzi również do uzyskania wysokiej zawartości zbrojenia, które z kolei jest wyznacznikiem wagi elementu i parametrów mechanicznych (im więcej zbrojenia w tym mocniejszy laminat).

 Stocznia Nautiner Yachts z Giżycka zdobyła złoty medal targów Boatshow 2006 w kategorii "Jachty Żaaglowe". Nagrodzonym produktem jest oczywiście Nautiner 30. Najwyższą jakość laminatów oraz nowoczesnaą technologię produkcji Nautinera 30 zapewnia Baltazar Kompozyty.
Stocznia Nautiner Yachts z Giżycka zdobyła złoty medal targów Boatshow 2006 w kategorii "Jachty Żaaglowe". Nagrodzonym produktem jest oczywiście Nautiner 30. Najwyższą jakość laminatów oraz nowoczesnaą technologię produkcji Nautinera 30 zapewnia Baltazar Kompozyty.


 Podczas laminowania ręcznego nawet z największą starannością nie unikniemy gromadzenia się powietrza procesowego uwięzionego pomiędzy warstwami laminatu i w samym laminacie. Oczywiście doświadczenie podpowiada, że lepszy efekt uzyskamy usuwając powietrze przed utwardzeniem się żywicy. Proces polegający na usunięciu pęcherzy powietrza z laminatu nazywamy odpowietrzeniem. Element musi być oczywiście odpowietrzany także podczas utwardzania się żywicy.
Podczas laminowania ręcznego nawet z największą starannością nie unikniemy gromadzenia się powietrza procesowego uwięzionego pomiędzy warstwami laminatu i w samym laminacie. Oczywiście doświadczenie podpowiada, że lepszy efekt uzyskamy usuwając powietrze przed utwardzeniem się żywicy. Proces polegający na usunięciu pęcherzy powietrza z laminatu nazywamy odpowietrzeniem. Element musi być oczywiście odpowietrzany także podczas utwardzania się żywicy.