Synolite 8388 – wysokosprawna żywica DCPD do laminowania ręcznego i natryskowego
Trochę historii
Ograniczona podaż styrenu we wczesnych latach 70 ubiegłego wieku spowodowała, że producenci nienasyconych żywic poliestrowych szukali technologii, dzięki którym potrzebowaliby mniej tego surowca do syntezy żywic. Kryzys energetyczny w latach 70 spowodowany był przez gwałtowny wzrost cen ropy naftowej na rynkach światowych, wynikający z embarga wobec Stanów Zjednoczonych zastosowanego przez państwa zrzeszone w OPEC, po wybuchu wojny izraelsko-arabskiej w październiku 1973 roku. W takich „warunkach” powstały nowe poliestry do laminowania ręcznego zawierające dicyklopentadien (DCPD ).
Trochę chemii
Dicyklopentadien, w skrócie DCPD, to związek chemiczny o wzorze C10H12. W temperaturze pokojowej jest to przezroczysty jasnożółty płyn o ostrym zapachu. Jego gęstość wynosi 0,978g/ml. DCPD jest wytwarzany w dużych ilościach w krakingu parowym benzyny ciężkiej i olejów napędowych do etylenu. Głównym zastosowaniem są żywice, w szczególności nienasycone żywice poliestrowe. Jest również stosowany w klejach i farbach.(Wikipedia, 2019)Aby uzyskać tą samą lepkość nienasyconego poliestru (300 mPas w 23°C) dla żywicy ortoftalowej potrzeba użyć ok. 45 % styrenu, natomiast dla żywicy modyfikowanej DCPD tylko 34 % styrenu. Jest to oczywiście znaczna „oszczędność” monomeru – licząc od dołu ponad 32 %.
Rysunek 1 – wygląd cząsteczki C10H12 (DCPD)
Żywice DCPD od początku swojego istnienia miały zalety pod względem lepszej ceny i dostępności, lecz okazało się, że ich przetwarzanie jest nieco trudniejsze od standardowych żywic ortoftalowych ze względu na wolniejszą impregnację włókien szklanych, związaną ze zmniejszoną zawartością styrenu. Spoiwo używane w produkcji CSM jest „przygotowane” do współpracy ze styrenem i jego mniejsza ilość powoduje wolniejsze przesycanie zbrojeń.
Zalety DCPD
Z czasem, po opanowaniu problemów technologicznych i zmodyfikowaniu pod kątem przesycania włókien szklanych żywice DCPD zostały entuzjastycznie przyjęte przez przetwórców, którzy docenili korzyści tej technologii: zmniejszoną emisję styrenu, wyższą odporność termiczną (HDT), mniejszy skurcz i dużo szybsze utwardzanie względem standardowych żywic ortoftalowych. Nieocenioną „wartością dodaną” żywic DCPD jest również osiąganie bardzo szybko punktu „Green Strength“, – czyli parametrów mechanicznych umożliwiających odformowanie, pomimo niezupełnego jeszcze usieciowania/utwardzenia żywicy - bez ryzyka deformacji.
Technologia nieustannie się rozwija. Przez lata chemicy Aliancys przewodzili rozwojowi coraz lepszych żywic DCPD. Każda nowa generacja przewyższa poprzednią charakterystyką przetwarzania i wydajnością. Te działania przynoszą korzyści rosnącej liczbie przetwórców, którzy poszukują najnowszych i najbardziej wydajnych technologii.
Przez prawie pół wieku historii żywic DCPD sytuacja ż dostępnością ropy naftowej uległa odwróceniu (łatwa dostępność w dużych ilościach), zastosowania DCPD wzrosły na tyle, że dzisiaj cena żywic opartych na DCPD jest nieco wyższa od standardowych żywic ortoftalowch, lecz ich zalety powodują, że w dniu dzisiejszym producenci laminatów decydują się zapłacić kilka procent więcej za żywice DCPD ze względu na ich szczególne zalety.
DCPD od Aliancys – Synolite 8388-P-1
Synolite 8388 to jedna z najbardziej popularnych żywic konstrukcyjnych w naszej ofercie i na rynku. Występuje ona w kilku wersjach reaktywności i lepkości. Najpowszechniej stosowana jest wersja Synolite 8388-P-1, jej podstawowe zalety względem innych żywic to:
1. Bardzo niska emisja styrenu, zarówno w fazie statycznej jak i dynamicznej. Zawartość styrenu w żywicy jest niższa o ok. 30% względem standardowych żywic ortoftalowych – co ma duże znaczenie na środowisko pracy przy technologii laminowania ręcznego, a przy technologii natrysku jest czasami zagadnieniem decydującym o możliwości zastosowania tej techniki wytwarzania kompozytów,
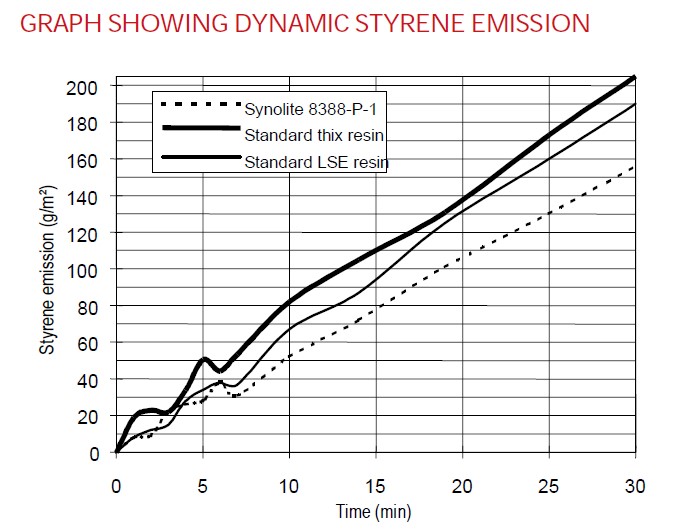
Dynamiczna emisja styrenu z powierzchni 1m2
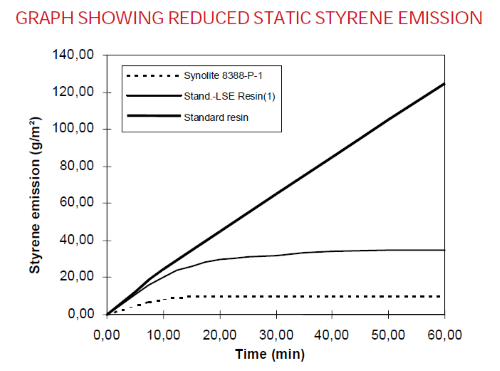
Zredukowana emisja styrenu z powierzchni 1m2
2. Mniejszy skurcz względem innych żywic dostępnych na rynku - czyli bardziej stabilne wyroby, z mniejszym „printem” włókna na powierzchni i pofalowaniami przy narożnikach,
3. Lepsze utwardzenie bez dodatkowych naprężeń wewnętrznych ( żywica mniej deformuje duże płaszczyzny i swobodne krawędzie),
4. Równe utwardzanie w cienkich i grubych warstwach (brak „ściągnięć” na powierzchni nawet w miejscach laminowanych miejscowo, na mokro przy podwójnej/potrójnej gramaturze wzmocnień),
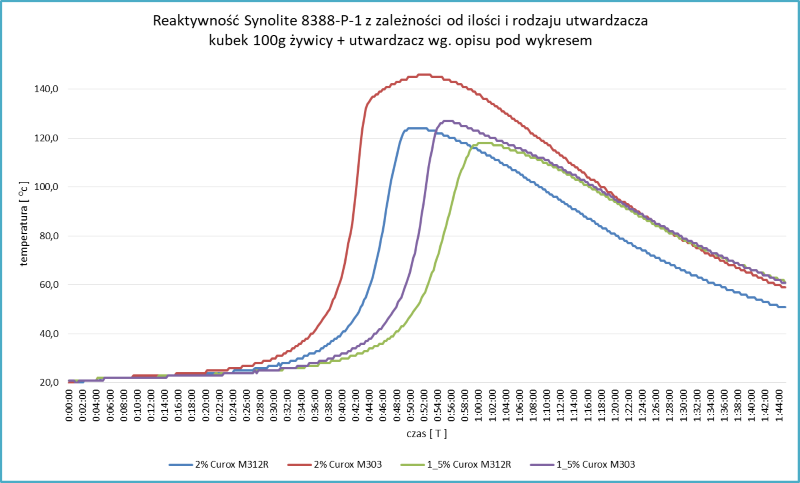
5. Skuteczny wskaźnik utwardzacza (bardzo szybko po jego dodaniu zmienia się kolor żywicy),
6. Możliwość laminowania większej ilości warstw w jednym przebiegu (ograniczony skurcz i kontrolowana egzotermia żywicy),
7. Jeszcze szybsze przesycanie mat szklanych (przy żywicy niskostyrenowej/DCPD to bardzo ważny parametr) – oszczędność na czasie i zużyciu żywicy (względem innych żywic DCPD dostępnych na rynku zużycie potrafi być nawet o 7% mniejsze),
8. Żywice zostały dostosowane do aktualnych wymagań REACH dotyczących rodzaju użytych przyspieszaczy kobaltowych i ich stężenia (zmiany z końca 2018r),
9. Szybszy przyrost twardości Barcola (przy 4 warstwach maty 450 już po 3 godzinach laminat osiąga 20-25⁰B, a po 5 godzinach ma ponad 30⁰B),
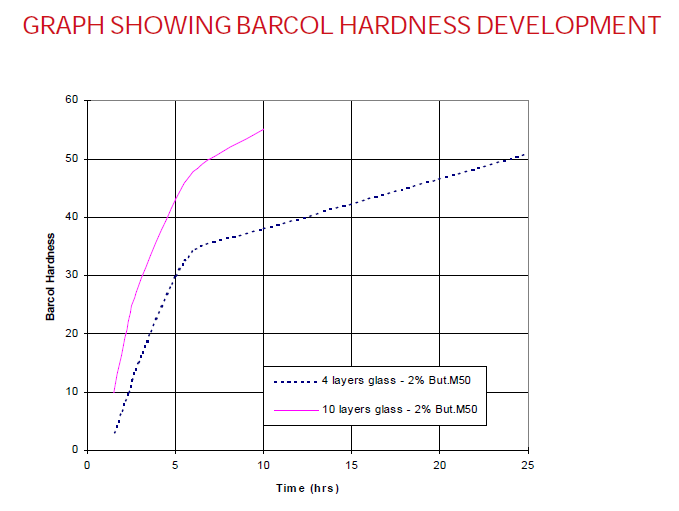
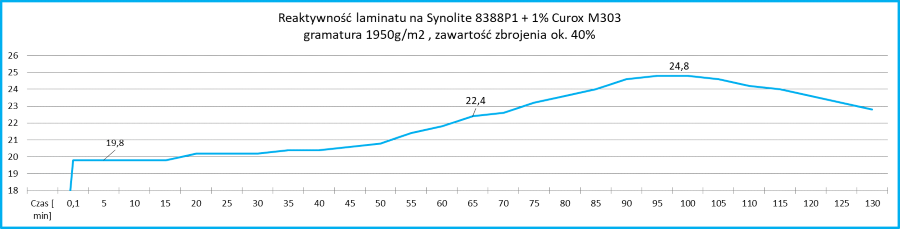
Przyrost twardości w ⁰B, mierzony na laminacie z 4 i 10 warstw CSM 450
Żywica Śynolite 8388-P-1 + 2% Curox M303
10. Zoptymalizowany parametr ”secondary bonding” – czyli lepsze klejenie do utwardzonego laminatu (przy wklejaniu dodatkowych elementów na kleje strukturalne, ale także przy dolaminowywaniu kolejnych warstw lub wzmocnień),
11. Wysokie parametry mechaniczne - przede wszystkim wytrzymałości na zginanie, rozciąganie, wydłużeniu do zerwania, odporności termicznej (HDT),
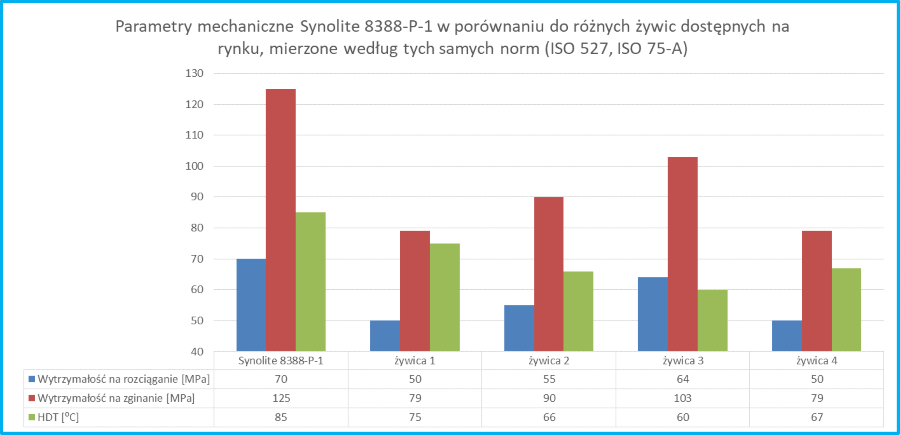
Parametry mechaniczne Synolite 8388-P-1 w porównaniu z innymi żywicami dostępnymi na rynku
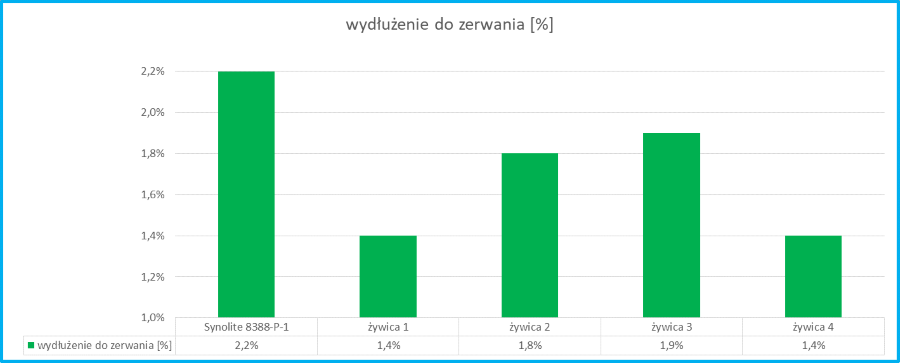
Wydłużenie do zerwania Synolite 8388-P-1 w porównaniu z innymi żywicami dostępnymi na rynku wg. ISO 527
12. Wysokie parametry utwardzonego laminatu
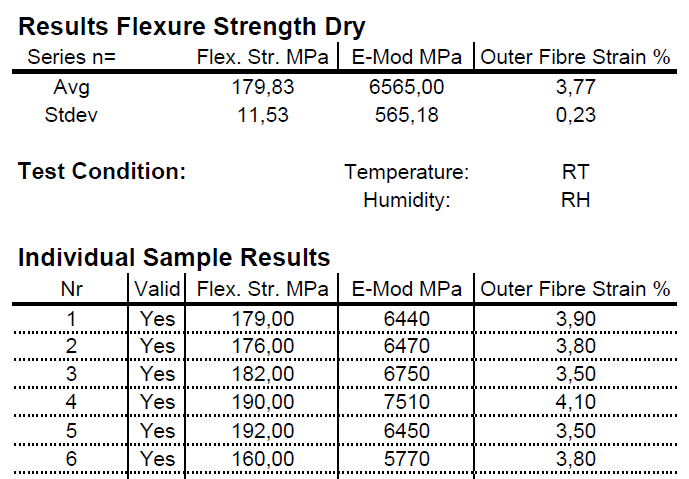
Wyniki badań na zginanie laminatu o zawartości zbrojenia ok. 35% wykonanego z 5 warstw CSM 450
13. Długi termin przydatności do użycia – 6 miesięcy od daty produkcji
14. Aktualny certyfikat DNV/GL dla wszystkich dostępnych wersji żywicy
Certyfikat DNV/GL numer TAK 00000EB
Laminat wykonany z Synolite 8388 będzie mniej kruchy (brak pękania narożników i kołnierzy), mniej błyszczący (będzie się lepiej kleił nawet po kilku dniach), mocniejszy na rozciąganie i zginanie, – ale przede wszystkim wyroby będą lżejsze, mniej zdeformowane (mniejszy print i mniejsze ściągnięcia), również emisja styrenu podczas przetwarzania będzie znacząco niższa względem innych żywic dostępnych na rynku.
Zachęcamy do przetestowania!!!
|
Pawel Tryzna Konsultant Techniczny
|
|
