W jakim czasie powinien utwardzić się żelkot?
|
Żelkoty ręczne powinno się nakładać w dwóch warstwach: Czas żelowania powinien być tak dobrany, aby po zakończeniu nakładania żelkot na powierzchni formy zaczął żelować po minimum 20, a maksimum 35 minutach (należy pamiętać, że w kartach technicznych żelkotów jest podany czas żelowania w 100-gramowym kubku; wiadomo, że w tak dużej masie żelkot zżeluje dużo szybciej niż na formie w cienkiej warstwie). Jeżeli czas żelowania będzie krótszy niż 20 minut, żelkot nie zdąży się dobrze odpowietrzyć. Jeżeli czas żelowania będzie dłuższy niż 35 minut, spowoduje to zbyt późne rozpoczęcie żelowania i odparowanie zbyt dużej ilości styrenu, którego w efekcie końcowym zabraknie do dobrego usieciowania się powłoki żelkotowej. Laminat zbudowany na źle dotwardzonym żelkocie, zanim zdąży się utwardzić, częściowo naruszy jego strukturę, czego efektem może być m.in. wydrukowanie wzoru maty szklanej na powierzchni gotowego wyrobu. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
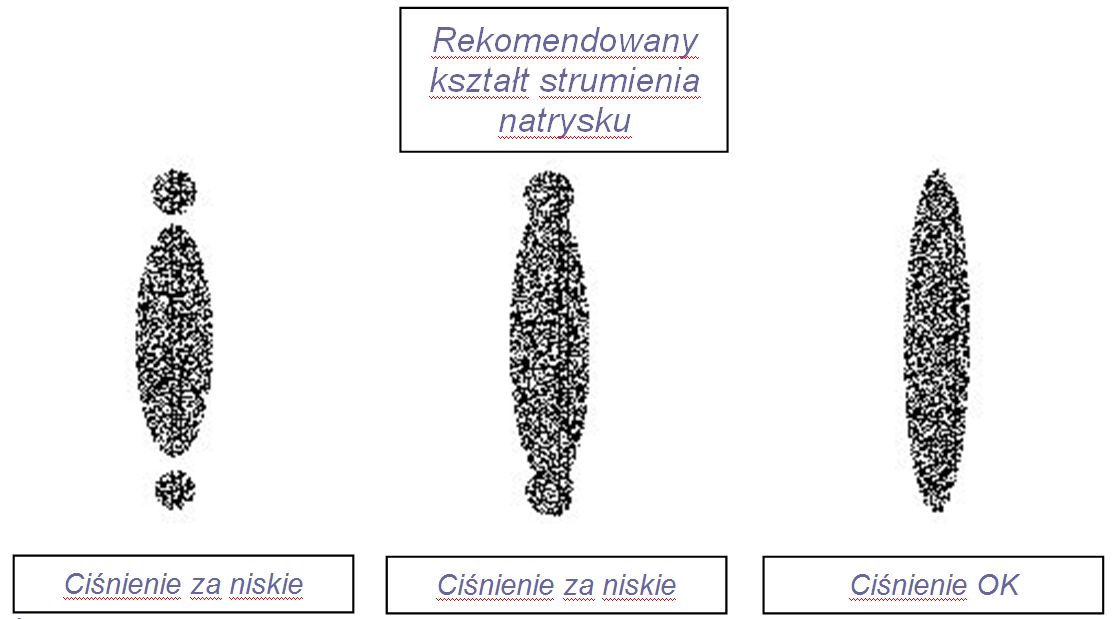
Żelkoty natryskowe nakłada się w 2-4 „przejściach” w odstępach 2-3 minuty pomiędzy poszczególnymi przejściami. Grubość warstwy żelkotu natryśniętego na formę metodą „mokre na mokre” powinna mieścić się pomiędzy 0,7mm a 0,9mm. Czas żelowania powinien zawierać się tak jak przy żelkotach ręcznych pomiędzy 20 a 30 minut.
Jeżeli proces żelowania będzie się przeciągał (z powodu użycia zbyt małej ilości nadtlenku lub złego rodzaju nadtlenku), z żelkotu uwolni się zbyt dużo styrenu i żelkot będzie „wysychał” a nie utwardzał się chemicznie. Przerwa między położeniem żelkotu (przy żelkocie ręcznym jest to druga warstwa żelkotu), a rozpoczęciem laminowania powinna być nie dłuższa niż 12 godzin, optymalnie jeżeli rozpoczynamy laminowanie po 2-3 godzinach od zakończenia nakładania żelkotu. W momencie rozpoczęcia laminowania żelkot powinien być już w tzw. „stanie lepkosuchym” - żelkot się klei, ale już nie brudzi. Taki stan utwardzenia powinien wystąpić maksymalnie 90-100 minutach po zakończeniu natrysku. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Podstawowe rodzaje zelkotów BŰFA®
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Na co zwrócić uwagę:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|