
Defekty powierzchni laminatu, przyczyny oraz sposoby zapobiegania
{flike=234}
Czym jest kosmetyka powierzchni?
Kosmetyka opisuje gładkość powierzchni oraz definiuje obecność defektów na powierzchni żelkotu danego elementu kompozytu. Defekty opisywane są różnymi nazwami i różne są ich źródła pochodzenia:
- Skórka pomarańczy
- Zmarszczki
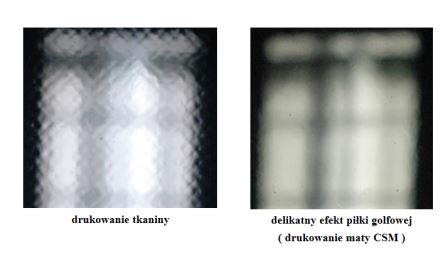
- Drukowanie
- odwzorowanie włókien zbrojenia
- Pofalowania powierzchni
- Efekty piłeczki golfowej
- Zniekształcenia
Jednym z najtrudniejszych wyzwań produkcyjnych jest stworzenie kompozytu w szczególności wielkogabarytowego jak basen czy yacht o idelanie lustrzanej powierzchni. Jest wiele czynników wpływajacych na powstawanie widocznych na powierzchni defektów, główne z nich zostana ponizej państwu przedstawione.
Zła jakość powierzchni formy.
Niewłaściwe przygotowanie modelu a następnie wyprodukowanie formy z defektami powierzchni spowoduje, iż laminaty powstajace na takiej formie będą powielały wszelkie jej wady i defekty. Dlatego tak bardzo istotne jest wykonanie foremników w oparciu o specjalistyczne materiały narzędziowe w szczególnosci w warunkach przetwórczych rekomendowanych przez producenta systemu.
Nakładanie żelkotu – jakość żelkotu i jego utwardzanie.
Żelkot jest warstwą która powoduje, że finalny wyrób z włókna szklanego wygląda atrakcyjnie i praktycznie. Niewłaściwy dobór żelkotu oraz przedewszystkim niewłaściwe jego przetworzenie powoduje powstanie warstwy bardzo podatnej na oddziaływanie kolejnych warstw laminatu. Do najważniejszych popełnianych błędów technologicznych zalicza się:
- nierównomierna grubość warstwy żelkotowej,
- niepełne utwardzanie warstwy żelkotowej wynikające ze zbyt małej ilości utwardzacza lub niewłaściwego jego doboru (np. stosowanie „wolnych” utwardzaczy w małych ilościach)
- rozpoczęcie dalszych działań technologicznych na niewpełni utwardzonym żelkocie.
Utwardzanie przekładki ( tie coat – skin coat )
Przy laminowaniu warstwy barierowej bardzo ważną rzeczą jest odpowiednie dobranie warstwy barierowej (więcej o systemach barierowych w dalszej części artykułu) oraz odpowiednie dotwardzenie warstwy laminatu. Zawartość nadtlenku (Curox M302) nie może być zbyt mała i powinna wynosić w zależności od rodzaju zastosowanej żywicy nie mniej niż 1,8%.
Nadmierne wydłużenie czasu żelowania tak cienkich warstw powoduje zbyt duży ubytek styrenu, co z kolei powoduje brak monomeru (styrenu) potrzebnego do przebiegu prawidłowego procesu polimeryzacji. W ten sposób dojdzie do niepałnego utwardzenia warstwy barierowej.
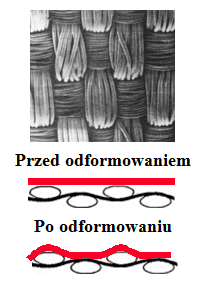
Czasami po wykonaniu laminatu na tak niedotwardzonej poprawnie barierze po odformowaniu wyrobu wygląda on bardzo poprawnie(brak dużych defektów powierzchni), ale po kilku dniach/tygodniach na powierzchni zaczyna pojawiać się delikatnie „falowanie”, struktura tzw. skórki pomarańczy. Defekt powstaje ponieważ dopiero po dogrzaniu(dotwardzeniu) laminatu i odparowaniu pozostałości nieusieciowanego monomeru następuje tzw. „skurcz wtórny” na pierwszych warstwach za żelkotem.
Skurcz żywicy pomiędzy warstwami wzmocnień (przegrzanie, niedotwardzenie).
Każda żywica poliestrowa oraz winyloestrowa w procesie utwardzania ulega skurczowi. Oczywiście skurcz ten automatycznie powoduje odwzorowanie się zbrojeń szklanych na powierzchni żelkotu. Im grubszy laminat budowany w jednej operacji „mokre na mokre” lub niewłasciwie dobrana żywica(o zbyt duzej egzotermi utwardzania) tym większa temperatura piku utwardzania, która powoduje wysokie naprężenia wywołane zmianami temp.
Gdy żywica wychładza się do temperatury otoczenia nastepuje mocne drukowanie szkła na powierzchni laminatu. Na wielkość skurczu wpływa rodzaj zastosowanej żywicy. Żywica winyloestrowa(np. Atlac 580ACT) zapewnia najmniejsze drukowanie, natomiast żywice na bazie DCPD (np. Synolite 8388-P-1) łączą w sobie bardzo dobrą redukcję drukowania w stosunku do ceny. Największy skurcz powodują żywice ortoftalowe i tereftalowe.
Złe zaprojektowanie i wykonanie warstw laminatu.
 Nienasycona żywica poliestrowa kurczy się (przeciętnie 6-9%, w objętości) podczas utwardzania, podczas gdy inne składniki systemu (wzmocnienia tj. maty, tkaniny, przekładki) nie kurczą się. Ostatecznie prowadzi to do powstania powierzchni o niejednorodnym wyglądzie.
Nienasycona żywica poliestrowa kurczy się (przeciętnie 6-9%, w objętości) podczas utwardzania, podczas gdy inne składniki systemu (wzmocnienia tj. maty, tkaniny, przekładki) nie kurczą się. Ostatecznie prowadzi to do powstania powierzchni o niejednorodnym wyglądzie.
Aby ograniczyć drukowania włókien szklanych nie należy umieszczać ciężkich zbrojeń ( o wysokiej gramaturze i grubości włókien) blisko warstwy żelkotu. Najlepiej jest zbudować warstwę składajaca się z co najmniej jednej maty z ciętego włókna szklanego, za przekładką (te produkty zostaną omówione w dalszej części artykułu) jako pierwszą warstwę wzmocnienia, przed matami ciągłymi (bezkońcowymi) i tkaninami.

Oczywiście tak jak zostało juz wcześniej powiedziane, należy w pierwszej kolejniości zadbać o prawidłowe wykonanie formy oraz prawidłowo utwardzić żelkot, na który należy nałożyć warstwę barierową(nie kazda żywica winyloestrowa nadaje się na warstwę barierową!!).
Warstwa barierowa budowana/natryskiwana jest na żelkot, przed budowaniem właściwego laminatu konstrukcyjnego. Ma ona na celu uszczelnienie całej konstrukcji (ochrona przed styrenem, osmozą) oraz wzmocnienie warstwy żelkotu. W takiej aplikacji jako systemy barierowe najlepiej sprawdzają się żywice winyloestrowe, które charakteryzują się bardzo wysoką odpornością chemiczną, temperaturową oraz doskonałymi parametrami mechanicznymi.
Warstwa barierowa umożliwia przeniesienie naprężeń między żelkotem a sztywnym laminatem całej konstrukcji kompozytu, zarówno przy zmianach temperatur (egzotermia laminatu czy polimero-betonu) jak i podczas agresywnych odformowań.
Warstwę barierową (TIE COAT - SKIN COAT, Bariercoat) można zbudować na dwa sposoby:
1. Budując laminat na matach o drobnej gramaturze(np. 1 x 150/m2 < 1 x 225g/m2 < 1 x 300g/m2 < 2 x 300 g/m2) w oparciu o barierowe żywice winyloestrowe do których należą :
- Atlac 580 ACT bedącą uretanową zywicą na bazie Bisfenolu A. Żywica rzeznaczona jest do budowy instalacji chemicznych i form. Charakteryzuje ja duża elastyczność i odporność na zmęczenie. Przystosowana do nakładania ręcznego lub natrysku, przyspieszona i tiksotropowana. Utwardzana nadtlenkiem MEKP np. Curox M302.
- Atlac E-NOVA 6325 to żywica uretanowa (epoxy vinyl ester) na bazie Bisfenolu A. Stworzona specjalnie na warstwy barierowe dla branży marine, basenów, zbiorników i budowy form. Atlac E-nova 6325, utwardza sie znacznie szybciej od 580 ACT w cienkich warstwach. Żywica jest przyspieszona i tiksotropowana oraz charakteryzuje się bardzo niskim skurczem objetościowym. Utwardzanie odbywa się nadtlenkiem MEKP w zakresie 1,8% - 2,2%.
2. Stosując natryskowe winyloestrowe powłoki barierowe. Barriercoat stanowią niezbrojoną warstwę pomiędzy żelkotem a laminatem Działanie natryskowych bariercioat polega na „pogrubieniu” i wzmocnieniu żelkotu oraz mają one zagwarantować ochronę przed osmozą a z drugiej strony zapewnić najwyższą jakość powierzchni laminatu. W tej grupie produktowej liderem w branży jest - BÜFA-VE-BARRIERCOAT-SV.

BÜFA-VE-BARRIERCOAT-SV jest natryskową barierą opartą na czystej żywicy vinyloestrowej na bazie bisfenolu A, co wszczególności wyróżnia ten produkt na tle konkurencyjnych tzw. Barrier Coat będacymi „mieszaniną różnych żywic”. A najniższa zawartość styrenu (28%) czyni go najbardziej EKO barierą w tej grupie produktowej.
BÜFA-VE-BARRIERCOAT-SV natryskuje się przy użyciu pistoletów kubełkowycy oraz standartowych żelkociarek bespośrednio na warstwę żelkotu. Do utwardzania bariery można zastosować dowolny standartowy utwardzacz MEKP (rekomendowany jest Curox M312 produkcji United Initiators) bez ryzyka pienienia się żywicy i/lub niewłasciwego utwardzenia bariery. W celu uzyskania najwyższej jakości bariery przeciwko osmozie oraz wysokoefektywnej blokady przeciwko odbijaniu się maty szklanej na powierzchni produktu należy w kilku przebiegach natrysnąć 800-1000 µm bariery. Dodatkowo ogranicza się mikroporowatość laminatu.

Utwardzony BÜFA-VE-BARRIERCOAT-SV zwiększa elastyczność, podnosi wytrzymałość żelkotu i całego laminatu. (DIN EN ISO 6272-1) BÜFA-VE-BARRIERCOAT-SV posiada specjalnie skomponowany układ utwardzania, który pozwala na rozpoczęcie budowania laminatu juz po ok. 45-60min!! od czasu jej natryśnięcia na powierzchnię formy. W ten sposób znacząco zwiększa się efektywność produkcji w porównaniu do bardziej czasochłonnej ręcznej aplikacjii bariery wzmacnianej matą szklaną. Należy zadac pytanie co jest efektywniejsze zastosowanie zbrojonych warstw barieriowych czy też niezbrojonych warstw pomiędzy żelkotem a laminatem
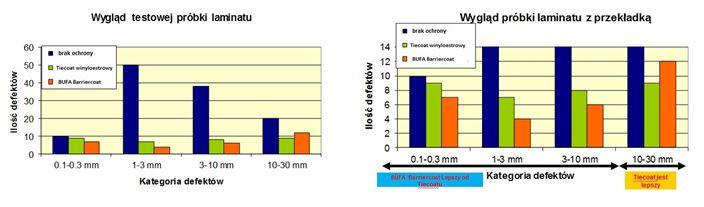
 Czym sie kierować przy wyborze tybu beriery? Odpowiedz nie jest jednoznaczna, wszystko zależy jaki finalny efekt ma być uzyskany (tabele poniżej) oraz w jaki sposób kalkuluje się techniczny koszty wytworzenia kompozytu. Bariery wzmacniane zbrojeniem szklanym stanowią najprostszą metodę poprawy kosmetyki laminatu. Stanowią one laminaty o grubości 0,5-2mm, które wymagają bardzo precyzyjnego (dokładne przesączenie pierwszej/pierwszych warstwy zabrojenia szklanego, które musza być pozbawione pęcherzy powietrza) wytworzenia laminatu nawet przez kilku pracowników jednocześnie w przypadku aplikacji na dużych formach. Czas potrzebny do nałożenia i utwardzenia Skin Coat wynosi nawet 6 godzin.
Czym sie kierować przy wyborze tybu beriery? Odpowiedz nie jest jednoznaczna, wszystko zależy jaki finalny efekt ma być uzyskany (tabele poniżej) oraz w jaki sposób kalkuluje się techniczny koszty wytworzenia kompozytu. Bariery wzmacniane zbrojeniem szklanym stanowią najprostszą metodę poprawy kosmetyki laminatu. Stanowią one laminaty o grubości 0,5-2mm, które wymagają bardzo precyzyjnego (dokładne przesączenie pierwszej/pierwszych warstwy zabrojenia szklanego, które musza być pozbawione pęcherzy powietrza) wytworzenia laminatu nawet przez kilku pracowników jednocześnie w przypadku aplikacji na dużych formach. Czas potrzebny do nałożenia i utwardzenia Skin Coat wynosi nawet 6 godzin.
Natomiast BÜFA-VE-BARRIERCOAT-SV może być natryskiwany tylko przez jednego pracownika i po ok. 60 minutach od zakończenia natrysku można rozpocząć budowanie konstrukcji laminatu. W ten sposób można zaoszczędzić nawet kilkanaście roboczogodzin!! podczas budowania basenu czy jachtu.
Oczywiscie zastosowanie BÜFA-VE-BARRIERCOAT-SV nie jest ograniczone tylko do budowy wielkogabarytowych kompozytów ale także jest stosowane przy seryjnej produkcji małych kompozytów (np. panele do zabudów samochodowych), jeżeli geometria kształtu pozwala na zastosowanie natrysku.
Aby uzyskać więcej informacji na tematy opisywane w artykule, prosimy o kontakt z autorem artykułu oraz z naszymi Konsultantami Technicznymi.
|
Jeśli chcesz otrzymywać powiadomienia o nowościach na naszej stronie raz w miesiącu oraz mieć wgląd do archiwum: Dołącz do Newslettera
|
|
Marcin Faron Konsultant techniczny |
 |